








加气砖生产线改造-加气砖-方盛机械
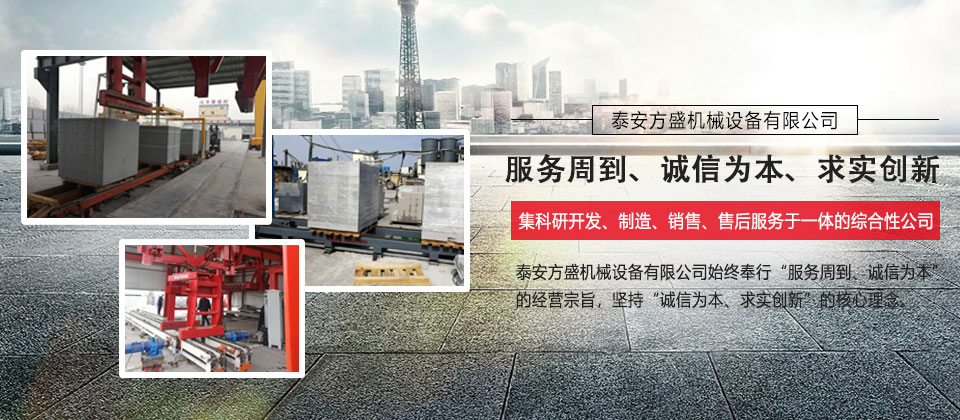
泰安方盛机械设备有限公司
经营模式:生产加工
地址:山东省泰安市邱家店镇徐家庄村
主营:打包生产线,抱砖机,加气打包线
业务热线:0538-8866882
产品详情 联系方式
产品品牌:方盛机械
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
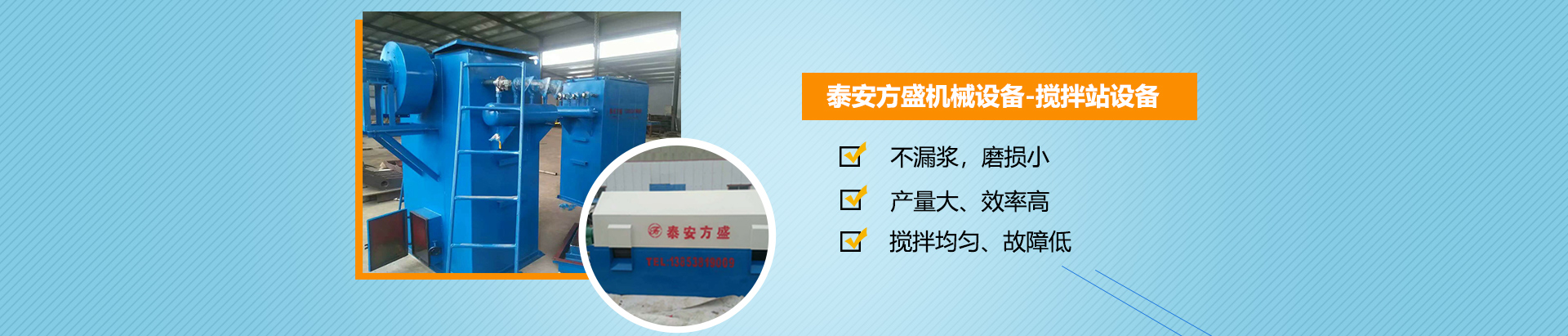
1闸阀闸阀是蒸压釜内髙压超过时,自动式抛撑的预制构件,因此,作为高压容器的蒸压釜都因配置,并此外配置二只,有利于当一只无意间不灵敏时,一般应稍低于允许压力值。便于保证闸阀的特点,尽量准时检修和做好平常维修保养工作上2、电源总开关釜门灰砂砖商品入釜后,运用心关闭好釜门,使釜门与釜圈呲合立即,并拉掉安全系数把,在气路上下左右检查釜门关闭情况开展维护保养后,再开釜门之前尽量注意检查釜内是否也是有压力。并打开安全系数把,使釜内余汽排尽后才可打开釜门,并注意工作者避免正对釜门,避免被高温余汽tang伤。3、密封圈釜门和釜圈正中间用以密闭性的密封圈是橡塑保温板,在每一次关闭釜门前,应在釜圈刷上涂掺石墨粉的润滑剂,以减轻密封圈对釜门的滑动摩擦力,此外也可以增加密封圈的使用寿命。密封圈在运用中应经常检查,马上拆卸,以保证釜门的有效密闭性。4、保持疏水顺畅蒸压釜釜体出来要担负蒸汽造成的内压力导致的荷载外,也是有在导轨支点和釜体支图上担负的蒸压釜净重及蒸汽车维修保养和商品净重量造成的荷载,由于冷凝水导致的釜顶和釜底正中间的稳定差造成的地应力。蒸压釜长久性在这儿周期性的地应力作用下,易使其构成原料疲倦而缺失一部分抗拉强度。此外水和气体的腐蚀,也易是原料抗拉强度降低。因此,我们在运用整个过程中应该马上排出去冷凝水,尤其是在在升温的一开始阶段(30分-60分)釜内导致许多 的冷凝水,若不马上消除,将在釜底聚集,使釜体下班啦造成一个低温区,是釜体上下温差扩张(一般约10摄氏度左右。也可能保证60-70摄氏度),造成釜内上下过大的地应力差和热变形差。






浇注后模具用输送链推入初养室进行发气初凝,室温为50~70℃,初养时间为1.5-2小时(根据地理有利条件,可免去此工艺),初养后用负压吊具将模框及坯体一同吊到预先放好釜底板的切割台上.脱去模框.切割机即对坯体进行横切、纵切、铣面包头,模框吊回到运模车上人工清理和除油,然后吊到模车上组模进行下一次浇注,切好后的坯体连同釜底板用天车吊到釜车上码放两层,层间有四个支撑,若干个釜车编为一组。切割时产生的坯体边角废料,经螺旋输送机送到切割机旁的废浆搅袢机中,加水制成废料浆,待配料时使用。

当送进的矿石量过少时,当在封闭式控制回路中研磨矿石时,倒砂的量非常大,超出了一切正常的根据能力,而且会出現“不光滑”现象。反过来,会产生过多挤压成型的现象。纸桨浓度也是有危害。假如浆体的浓度太高,则研磨机中的流速会充足,而且研磨時间会较长,而且会被过多破碎。假如料浆太稀,流速将提升,研磨時间将减少,而且会出現不光滑现象。一般来说,精磨的浓度在75%-85%中间,而精抛的浓度在65%-75%中间。 
上一条:加气砖-加气砖设备改造-方盛机械
黄经理先生
手机:13853819009



